
Filter Press Plate Production Process
The production of filter press plates involves many processes, specifically as follows: material preparation → hot melt plasticizing → mold forming → shaping and cooling → machine trimming → manual trimming → filter plate performance and sealing testing.
Material Preparation
Main raw material: polypropylene (PP)
Weigh precisely according to the formula, and mix evenly with a high-speed mixer to ensure uniform distribution of reinforcing materials and additives.

Hot Melt Plasticizing
The goal of this step is to heat solid PP into a uniform, non-degradable melt with suitable flowability.
The plastic is heated to a molten state (approximately 180–240℃). The actual temperature needs to be adjusted based on the raw material grade and equipment to avoid exceeding 250℃, which could lead to PP degradation.

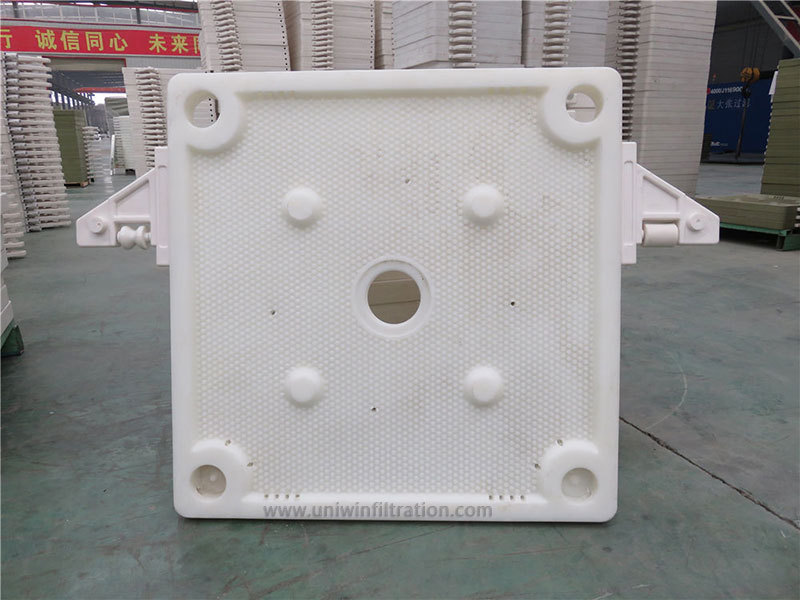
Mold Forming
The molten plastic is injected into the mold, each mold having specific dimensions, shape, and other details.
During the cooling phase, the plastic begins to solidify, and the mold is opened to eject the product.
It is important to control the injection speed, holding pressure, and mold temperature to ensure even feeding.

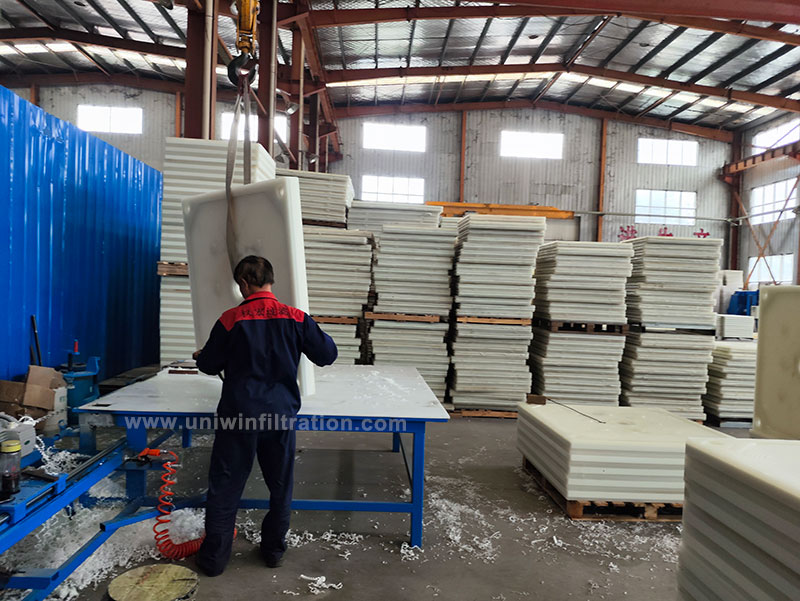
Finished Product Shaping (Cooling and Shaping)
This stage determines the final dimensional accuracy and internal stress level of the filter plate.
In-mold cooling (during injection molding), secondary shaping after demolding: using a dedicated shaping platform.
Avoid rapid cooling on one side, as this easily leads to warping. Ensure the core layer is fully cured; generally, cool to near room temperature before proceeding with subsequent operations.
Machine Trimming
Efficiently removes large flash, gate material, and runner waste using a machine.
Feed speed and cutting force must be controlled to avoid tearing and burning.
Protects sealing surfaces and runner orifices from damage.

Manual Trimming
Detailed areas that are difficult for machines to fully cover are meticulously trimmed manually. This includes removing small burrs and flash; sanding gate marks and sharp edges; trimming sealing surfaces and around filter holes; and inspecting and correcting minor deformations.
Quality requirements
No burrs, no sharp corners
Sealing surface smooth, without obvious scratches
No rough feel to the touch, and should not affect sealing or disassembly/reassembly.
Filter Plate Testing
This is a crucial step in ensuring the overall performance of the filter press, and typically includes the following tests:
Appearance test
- Appearance and Dimensional Inspection
- External dimensions, thickness, diagonals
- Mounting hole position and diameter
- Sealing surface flatness
Mechanical property testing
- Pressure Resistance Testing: Simulates actual pressing pressure (e.g., 0.6–1.2 MPa) to detect cracking and permanent deformation.
- Impact Resistance (especially important at low temperatures)
Sealing and flow performance test
- Assemble the plates into a group, pressurize with water, and check for leakage between plates, and whether the feed port and filtrate port are interconnected.
- Flow channel flow inspection: flow with water or air to confirm that the filtrate channel is not blocked and the flow direction is correct.

Common Quality Problems and Countermeasures in Production
Filter plate warping
Uneven cooling, high internal stress
Optimize cooling, add shaping fixtures, stress-relief annealing
Leakage at the sealing surface
Poor flatness, incomplete removal of burrs
Improve mold precision, strengthen trimming, and inspection
Localized cracks
Stress concentration, material embrittlement
Optimize structural design, adjust material formulation